Adeno-associated viruses: Challenges in Gene Therapy Commercialization
Published on: July 02, 2024
Since the 1960s, the field of gene therapy has experienced several ups and downs and has now become one of the most closely watched biotechnology sectors. Currently, gene therapies primarily use viral vector delivery systems, with adeno-associated virus (AAV) being highly favored due to its efficiency, biosafety, and tissue tropism. About one-third of clinical trials for gene therapies opt for AAV vectors.
With ongoing advancements in AAV manufacturing technology, increased commercialization, regulation improvement, and growing investments, the AAV gene therapy field has made significant progress. The focus has now shifted from exploring its therapeutic potential to anticipating the commercialization of these therapies. As of the publication date, the FDA has approved six AAV gene therapies (table 1).
| Name | Cost (USD) | Indication | Manufacturer | Approval |
|---|---|---|---|---|
| Glybera | 1.0M | Familial Lipoprotein Lipase Deficiency (LPLD) | UniQure | 2012 |
| Luxturna | 0.85M | RPE65 mutation-associated Ritinitis Pigmentosa | SPARK in US | 2017 |
| Zolgensma | 2.1M | Spinal Muscular Atrophy (SMA) | Novartis | 2019 |
| Hemgenix | 3.5M | Adults with Hemophilia B | UniQure | 2022 |
| Roctavian | 2.5M | Adults with Severe Hemophilia A | BioMarin Pharmaceutica | 2023 |
| Elevidys (SRP-9001) | 3.2M | 4 through 5-year-old DMD patient with a confirmed mutation in the DMD | Sarepta Therapeutics | 2023 |
Table 1: Eight AAV gene therapies approved by the FDA
As AAV gene therapies advance from treating rare diseases to addressing more common and complex indications, there is a growing need for higher yields and reduced costs in viral vector production to meet market demand.
Current challenges include low production yields of AAV from host cells, significant obstacles in scaling up production processes, and high levels of impurities (such as empty capsids) that directly impede commercialization. Additionally, issues like AAV immunogenicity, host immune responses, lack of AAV characterization standards, and regional regulatory differences further complicate the clinical application of these innovative therapies. This article will examine the various challenges in AAV manufacturing and explore potential solutions.
The goal of improving viral vector production processes is to achieve higher virus titers in upstream processes, higher recovery rates in downstream processes, as well as more efficient and scalable manufacturing platforms, thereby increasing production efficiency of viral vectors, reducing product costs, and eliminating the “sky-high prices” label associated with gene therapy products.
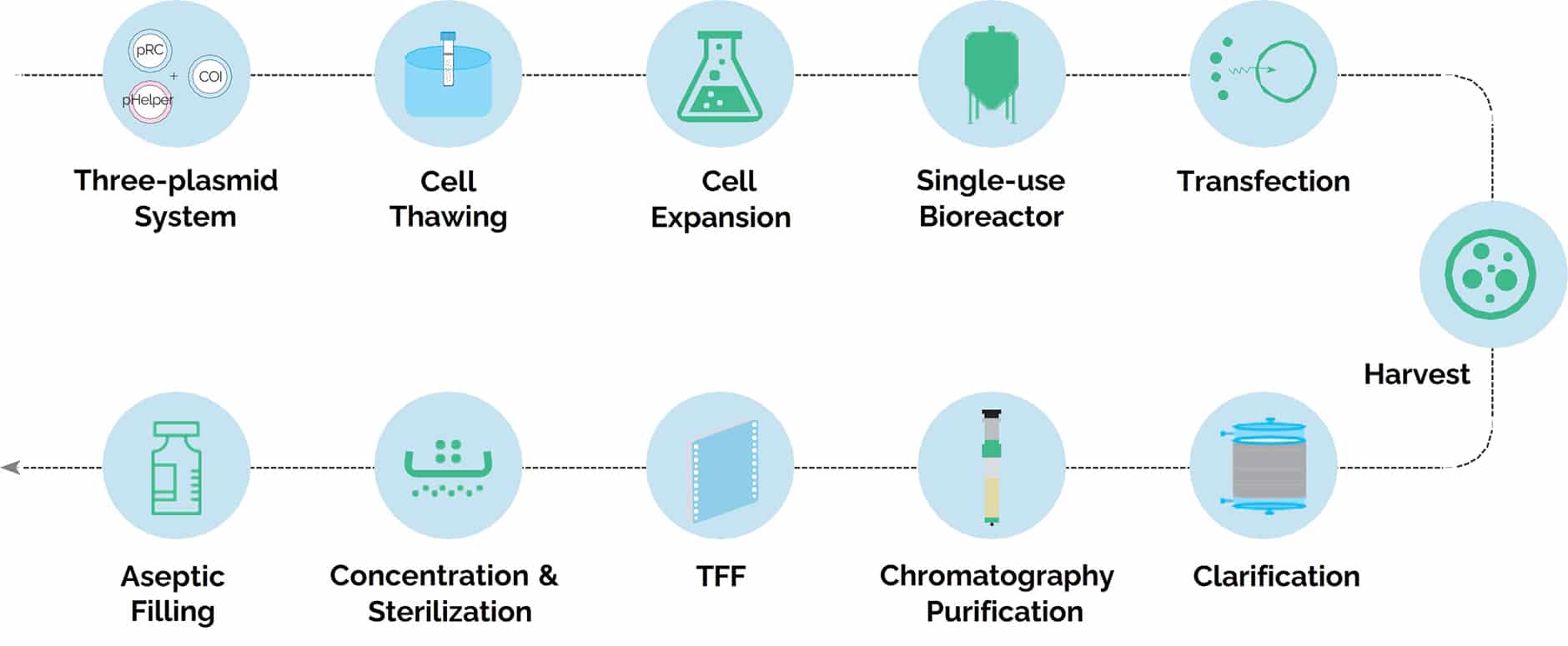
Fig. 1. The flow chart of AAV industrial production (picture from uBriGene Biosciences)
In upstream production, selecting the appropriate AAV production cell platform is key to addressing yield issues. There are three main AAV production platforms: transient transfection system (TT), insect cell-based baculovirus expression vector system (BEV), and stable packaging cell lines (PCL). Currently, the majority of AAV-based gene therapy production still uses TT system.
| AAV production system | Advantages | Scale-up challenges |
|---|---|---|
| Suspension transient transfection (sTT) |
|
|
| BEVS |
|
|
| HeLa PCL |
|
|
| IPCL |
|
|
Table 2: Advantages and challenges of major AAV production platforms
In the transient transfection system (TT), adherent culture methods (Adherent TT, aTT) are flexible with short cycles but challenging to scale up, while suspension culture methods (suspension TT, sTT)are scalable and can achieve serum-free cultivation, reducing contamination from unknown components and exogenous factors, which aligns better with regulatory requirements. As a result, suspension transient transfection is the primary method used for large-scale AAV production.
However, the transient transfection process is intricate, influenced by traditional cell culture parameters (e.g., temperature, pH, stirring speed) as well as other transfection factors, such as the ratio of transfection reagents to DNA, the quantity and quality of plasmids, the ratio of different plasmids, incubation time, and cell density during transfection. All these variables can affect transfection efficiency and cell health post-transfection. Moreover, the limited AAV production capacity of mammalian cells often results in low virus titers, with low AAV packaging efficiency being another significant bottleneck. Studies indicate that only 20-30% of replicative transgenes are successfully packaged into capsids. As a result, alternatives to transient transfection are being explored to develop more effective and scalable AAV production methods.
At uBriGene Biosciences, we are continuously working on technological innovations to break through these barriers. Our GMP-grade AAV production is a cost-effective and scalable viral vector manufacturing platform that utilizes the transient transfection system and supports production scales of 50L-200L-500L-2000L. We have successfully completed over forty batches of GMP AAV production, including several batches of 500L large-scale production. Until July 2024, five AAV based gene drugs provided by uBriGene Biosciences for full CDMO services have received IND clearance.
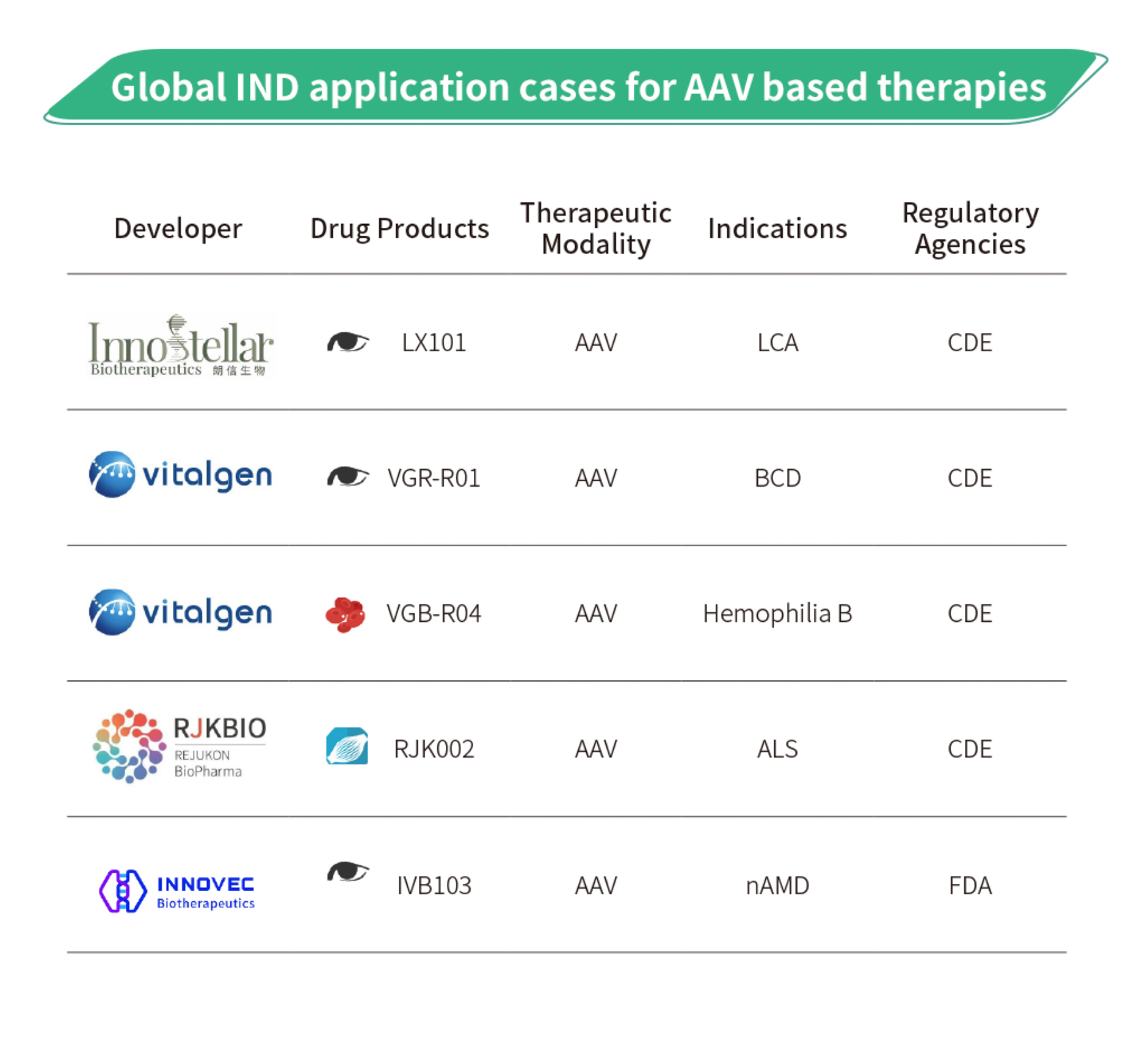
Fig. 2. Five gene therapies using AAV technology, supplied by uBriGene Biosciences for comprehensive CDMO services, have quickly received IND approvals. Of the six AAV-based drugs, four have been approved by the CDE and one by the FDA.
The platform uses a proprietary serum-free suspension 293XS™ cell line (patented and FDA DMF registered), enabling high-density culture and significantly improving AVV-yield. Additionally, optimizations in vector design and transfection systems have improved AAV packaging efficiency and consequently reduced empty capsid production. Producing high-quality AAV with high full/empty capsid ratio upstream simplifies the downstream purification process.
Additionally, plasmids are critical starting material for cell and gene therapy drug products, particularly for AAV vectors manufactured using the “three-plasmid transient transfection system.” However, the large-scale production of plasmids faces challenges, including alkaline lysis, the removal of host RNA and chromosomal DNA, etc.
Our GMP plasmid production platform is scalable, efficient, and cost-effective, supporting production volumes ranging from 5L to 200L. The process achieves high plasmid amplification rates in E. coli cultures, yielding up to 0.5–1 gram per liter. Our proprietary continuous-flow alkaline lysis and efficient two-step chromatography methods further reduce costs significantly.
The baculovirus Sf9 system is flexible and high productive for large-scale AAV vector production. This production system is safe, highly efficient, and easier to scale up with higher productivity compared to transient transfection method. However, it has been reported that AAV produced using BEV systems may experience reduced infectivity due to post-translational modifications of capsid proteins. As a result, mammalian cell systems remain a more reliable choice for viral vector production.
Stable packaging cell lines stably express the genes rep/cap and other vector components, allowing AAV virus production without plasmid transfection, only requiring adenovirus infection (wtAd5) for packaging. However, establishing stable cell lines is a time-consuming process and often involves auxiliary virus infections, such as adenoviral (AD) vectors. This adds to the burdens of downstream purification and raises additional safety concerns.
In summary, each upstream production system has its own advantages and challenges. Choosing the “best” production platform involves balancing flexibility, scalability, and quality, which are crucial for rapidly developing and commercializing safe and effective AAV drug products. Developers need to make informed choices based on the risk associated with each platform by accessing overall product requirements, clinical trial timelines, target patient population sizes. Additionally, the influence of each platform process parameters on the safety and efficacy of AAV is not yet fully understood. Thus, clear decisions need to be made early to avoid possible impediments caused by switching production platforms.
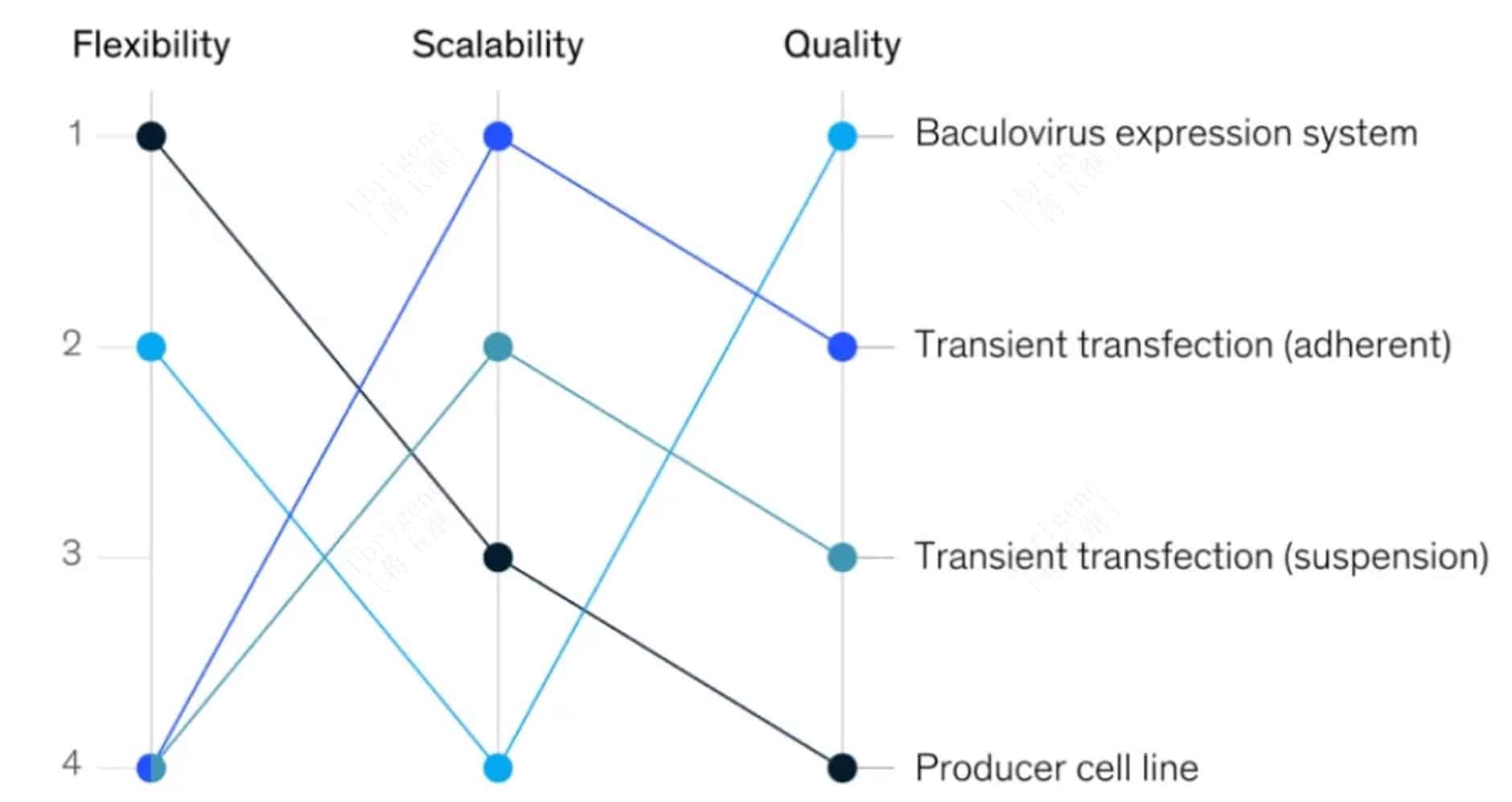
Fig. 3. Comparison of flexibility, scalability, and quality among major viral vector production systems (Image courtesy of https://www.mckinsey.com/industries/life-sciences/our-insights/viral-vector-therapies-at-scale-todays-challenges-and-future-opportunities)
The goal of AAV downstream processing is to separate and purify AAV vectors meeting the required purity levels for the final product. The impurities generated by different upstream production platforms are similar, including process-related impurities such as host cell proteins, DNA, and residual helper viruses, as well as product-related impurities like empty capsids. Due to the complexity of AAV vector purification, standardized downstream purification processes have not yet been established within the industry.
The high quality of crude AAV from the upstream production process makes downstream processing easier. Conversely, a low yield and high empty capsid ratio in the upstream AAV process can complicate AAV capture and purification.
In AAV vector assembly, in addition to properly packaged DNA sequences in full capsids, there are also partial capsids and empty capsids. The latter two are impurities that not only affect product purity but also increase the final product’s immunogenicity and compete with full capsids for receptor binding, thereby affecting the drug product efficacy and increasing overall viral load. The presence of partial capsids and empty capsids severely impacts the safety and efficacy of AAV products, leading regulatory agencies to strongly recommend monitoring the empty-to-full ratio of capsids throughout the production process.
CsCl/iodixanol density gradient centrifugation is the most traditional AAV purification technique but is gradually being replaced by chromatography due to its limitations of scalability and low throughput. Chromatography separates and purifies AAV vectors based on various properties, including net charge, hydrophobicity, affinity for ligands, and size. This technology is known for its scalability and cost-effectiveness. It can be operated in parallel or series and is effective at removing non-structural contaminants. Currently, affinity chromatography (AC) is the preferred method for capturing viruses, while ion-exchange chromatography (IEC) is used effectively to separate empty capsids.
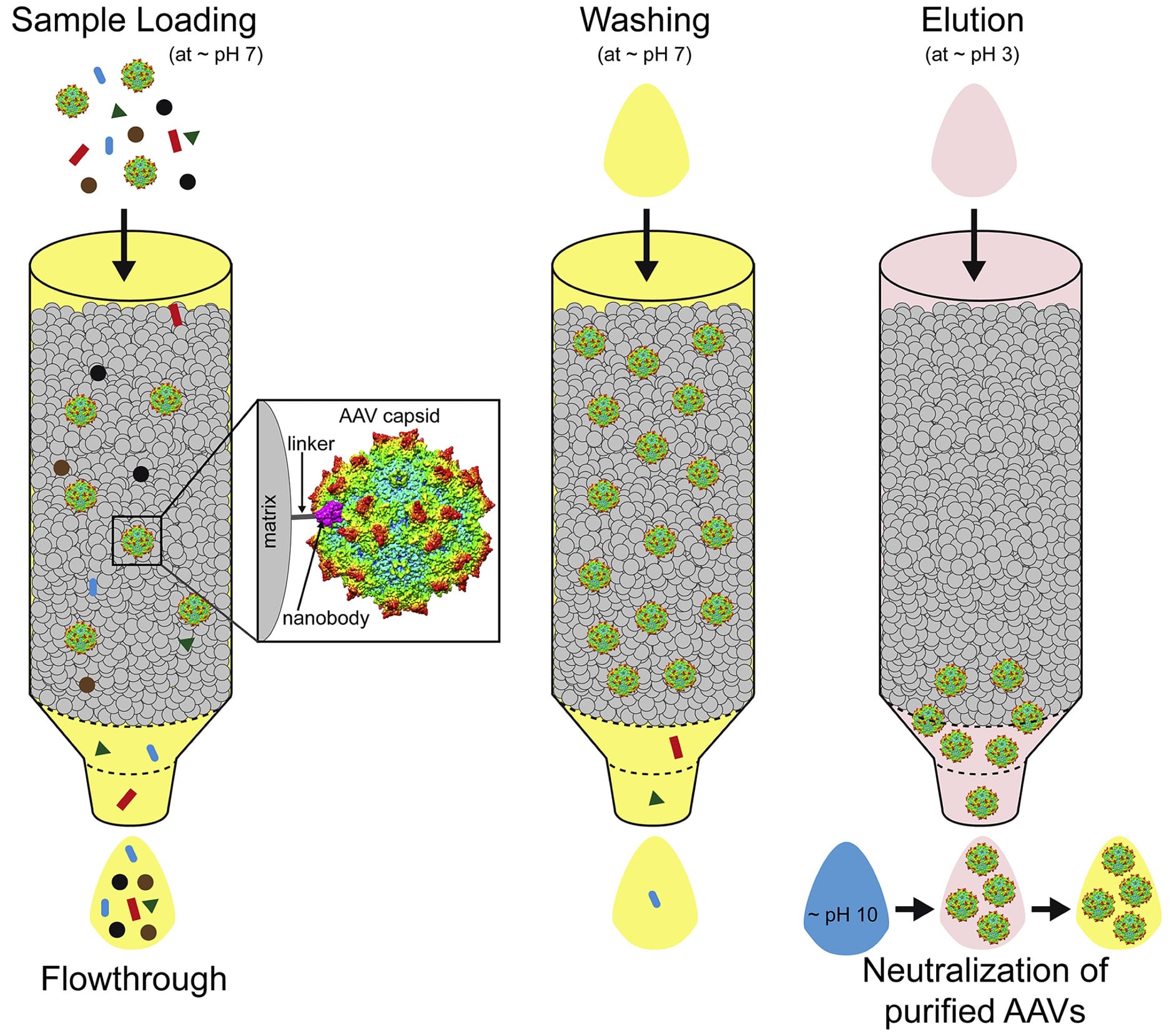
Fig. 4. AAV capture (affinity chromatography for AAV purification) (Source: https://doi.org/10.1016/j.omtm.2020.10.001)
There are a few commercially available AAV affinity resins, such as AVB Sepharose, which binds to AAV 1, 2, 3, and 5, POROS™ CaptureSelect, which binds to AAV8, AAV9, and AAVX binds serotypes 1-9 and engineered capsids. Additionally, the high cost of ligand design and manufacturing somewhat limit the application of affinity chromatography in large-scale viral production. Therefore, there is a need for further exploration of new methods and resins for more economical and efficient AAV capture and purification.
Ion exchange chromatography is a versatile, economical, and efficient large-scale AAV purification technology that uses differences in surface charges of virus particles to remove empty capsids (empty capsids PI ~6.3, complete capsids PI ~5.9). The high resolution of ion exchange chromatography requires complex gradients, which remains a challenge. To adequately separate all serotypes of vectors, new resins and methods are still being explored. For example, CIMmultus™ PrimaT is a mixed-mode chromatography column that separates empty capsids, providing a new orthogonal option for separating empty and full capsids, typically offering higher resolution than ion exchange columns.
At uBriGene, we’ve enhanced our downstream purification platform’s scalability and product consistency by leveraging the high yield of our 293XS cell line, optimizing upstream process for superior packaging efficiency, and continuously advancing the chromatography technologies.
Our optimized downstream two-step chromatographic process, utilizing both affinity and anion exchange (AEX) chromatography, is cost-effective and produces high-quality AAV. The scalable two-step purification process can be applied to various serotypes, including rAAV2/2, rAAV2/5, rAAV2/8, and rAAV2/9, achieving a nearly 90% full capsid ratio after purification.
Regulatory agencies worldwide have recognised the potential of AAV therapies and are working to establish clearer guidelines for their development and approval. However, there is limited experience in large-scale production and commercialization of this fledgling field. Moreover, the regulatory requirements may vary by regions. These differences may involve technology adaptability testing, compliance guidelines, application procedures, etc.
As an ATMP CDMO service provider, uBriGene Biosciences focuses on clients' needs and technological innovation to deliver high-quality drug products and reduce the cost of goods.
Our off-the-shelf AAV helper plasmids (DMF 28890) and serum-free suspension 293XS™ cell bank (DMF 28844) is FDA DMF registered, significantly shortening the review and evaluation time by the FDA.
Our regulatory affairs team can support your IND filing across the globe, in compliance with the corresponding regulatory agencies. We have successfully submitted and received clearance for several IND applications.
Despite the challenges in AAV commercialization, gene therapy continues to be a major focus in the global biopharmaceutical industry, with AAV emerging as a highly promising gene delivery method. Technological advancements, ongoing capital investment, and breakthroughs in AAV manufacturing are driving improvements in cost control and accessibility for AAV-based therapies. Consequently, viral vectors are set to unlock the full potential of CGT, ultimately benefiting a broader range of patients.